

| 產品規格及說明 | |
|---|---|
| 設備品牌:帝龍 | 設備型號:11 |
| 訂購價格:電話/面議 | 交貨日期:3~30/工作日 |
| 加工定制:是 | 是否跨境貨源:否 |
| 應用領域:口罩配件 | 種類:非織造布單機設備 |
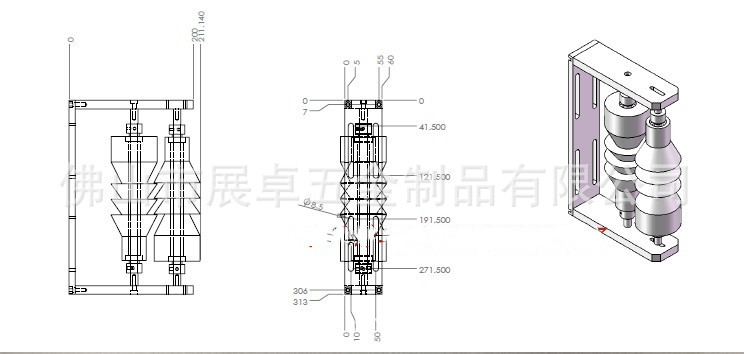
| 產品標簽:焊頭連接軸 | |
| 咨詢熱線:13715339029 | 售后服務:13715339029 |
| 技術咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |




最佳回答:
是新來模具嗎 還是開始用就一直都發熱 模具發熱頻率和電流會源有變化 一般模具發熱和制作工藝和材料有關 越復雜的模具越容易發熱
威海凱程電氣zhidao為你回答
其他答案1:
那是你的機器的換能器總成不太好,就算還能正常工作但時間不會太長,會燒壞電箱的。
其他答案2:
首先要排除機器和焊頭的問題,然后檢查連接螺絲和接觸面,螺絲的材質不好和接觸面不貼合也會發熱
最佳回答:
超聲波鋁線焊接機如何扯線原理是利用高頻振動波傳遞到兩個需焊接的金屬表面,在加壓的情況下,使兩個金屬表面相互摩擦而形成分子層之間的熔合,其優點在于快速、節能、熔合強度高、導電性好、無火花、接近冷態加工;缺點是所焊接金屬件不能太厚(一般小于zhidao或等于5mm)、焊點位不能太大、需要加壓。
超聲波金屬焊接是19世紀30年代偶然發現的。當時在作電流點焊電極加超聲振動試驗時,發現不通電流也能焊接上,因而發展了超聲金屬冷焊技術。超聲波焊接雖然發現較早,但是到目前為止,其作用機理還不是很清回楚。它類似于摩擦焊,但有區別,超聲焊接時間很短,溫度低于再結晶;它與壓力焊也不相同,因為所加的靜壓力比壓力焊小的多。一般認為在超聲波焊接過程中的初始階段,切向振動出去金屬表面的氧化物,并是粗糙表面的突出部分產生反復的微焊和破壞的過程而使接觸面積增大,同時使焊區溫度升高,在焊件交界面產生塑性變形。這樣在接觸壓力的作用答下,相互接近到原子引力能夠發生作用的距離時,即形成焊點。焊接時間過長,或超聲波振幅過大會使焊接強度下降,甚至破壞。
其他答案1:
超聲波鋁線焊接機又叫超聲波金屬焊接機,因為我就是做這種設備的,希望這些對你能有幫助!
1、超聲波金屬焊接機由來
超聲波金屬焊接機英文注釋:Ultrasonic metal welding machine,超聲波金屬焊接是19世紀30年代偶然發現的。當時在作電流點焊電極加超聲振動試驗時,發現不通電流也能焊接上,因而發展了超聲金屬冷焊技術。它類似于摩擦焊,但有區別,超聲焊接時間很短,溫度低于再結晶;它與壓力焊也不相同,因為所加的靜壓力比壓力焊小的多。一般認為在超聲波焊接過程中的初始階段,切向振動出去金屬表面的氧化物,并是粗糙表面的突出部分產生反復的微焊和破壞的過程而使接觸面積增大,同時使焊區溫度升高,在焊件交界面產生塑性變形。這樣在接觸壓力的作用下,相互接近到原子引力能夠發生作用的距離時,即形成焊點。焊接時間過長,或超聲波振幅過大會使焊接強度下降,甚至破壞。 2、超聲波金屬焊接機原理 超聲波金屬焊接是利用每秒鐘數萬次的高頻振動波傳遞到兩個需焊接的金屬工件表面,再施以一定的壓力,使金屬表面相互摩擦而形成分子層之間的熔合,達到焊接的目的。3、超聲波金屬焊接機特點和優缺點:特點: 1)-兩被焊接物體重疊,經超聲振動加壓接合成固態形式,接合時間短,且接合部分不產生鑄造組織(粗糙面)缺陷。
2)-超聲焊與電阻焊方法比較,模具壽命長,模具整修與替換時間少,而且易于實現自動化。 3)-同種金屬不同種金屬之間均可以進行超聲焊接,與電氣焊相比耗費能量少得多。 4)-超聲焊與其他壓焊相比,要求壓力較小,且變型量在10%以下,而冷壓焊其工件變形量達40%-90%。 5)-超聲焊接不像其他焊接那樣要求進行被焊表面的預處理及焊后的后處理。 6)-超聲焊接無需助焊劑、金屬填料、外部加熱等外部因素。7)-超聲焊接可以使材料的溫度效應降到最低(焊區的溫度不超過被焊金屬絕對熔化溫度的50%),從而不使金屬結構變化,因此很適合電子領域中的焊接應用。 優點: 熔合強度高; 接近冷態加工、工件不退火、無氧化痕跡; 焊接后導電性好,電阻系數極低或近乎零; 對焊接金屬表面要求低,氧化或電鍍均可焊接; 焊接時間短,不需任何助焊劑、氣體、焊料。 焊接無火花,環保安全。 缺點: 是所焊接金屬件不能太厚,焊點不能太大,需要加壓。4、超聲波金屬焊接機應用: 適用于銅、鋁、錫、鎳、金、銀、鉬、不銹鋼等有色金屬材料薄板、細棒、絲、片、帶等材料實施瞬間焊接,厚度可達6mm。5、振幅參數 振幅對于需要焊接的材料來說是一個關鍵參數,比方說鉻鐵的溫度,溫度達不到,焊錫就融化不了,工件就會熔接不上,溫度過高就會使原材料燒焦或導致結構破壞而強度變差。根據產品和廠家,選擇的換能器功率或制造方式不同,換能器輸出的振幅都有所不同,經過適配不同變比的變幅桿及焊頭,能夠校正焊頭的工作振幅以符合要求,通常換能器的輸出振幅為10μm,而工作振幅一般為30μm左右,變幅桿及焊頭的變比同變幅桿及焊頭的形狀,前后面積比等因素有關,形狀來說如指數型變幅、函數型變幅、階梯型變幅等,對變比影響很大,前后面積比與總變比成正比。6、頻率參數超聲波焊接機都有一個中心頻率,例如20KHz、40 KHz等,焊接機的工作頻率主要由換能器(Converter)、變幅桿(Booster)、和焊頭(Horn)的機械共振頻率所決定,發生器的頻率根據機械共振頻率調整,以達到一致,使焊頭工作在諧振狀態,每一個部份都設計成一個半波長的諧振體。發生器及機械共振頻率都有一個諧振工作范圍,如一般設定為±0.5 KHz,在此范圍內焊接機基本都能正常工作.制作焊頭時,都會對諧振頻率作調整,要求做到諧振頻率與設計頻率誤差小于0.1 KHZ,如 20KHz 焊頭,我們焊頭的頻率會控制在19.90—20.10 KHz,誤差為5‰。7、節點焊頭、變幅桿均被設計為一個工作頻率的半波長諧振體,在工作狀態下,兩個端面的振幅最大,應力最小e799bee5baa6e58685e5aeb13715339029,而相當于中間位置的節點振幅為零,應力最大。節點位置一般設計為固定位,但通常的固定位設計時厚度要大于3mm,或者是凹槽固定,所以固定位并不是一定為零振幅,這樣就會引致一些噪音和一部分的能量損失,對于噪音通常用橡膠圈同其它部件隔離,或采用隔聲材料進行屏蔽,能量損失在設計振幅參數時或者客戶需求時間再予以考慮。8、產品質量超聲波焊頭因為工作于高頻振動情況下,應盡量保持一個對稱設計,以避免聲波傳遞的不對稱性導致的不均衡應力及橫向振動(我們所用于焊接的焊頭利用的是超聲波振動的縱向傳遞,對于整個諧振系統而言),不均衡振動能導致焊頭發熱及斷裂。超聲波焊接應用于不同行業對加工精度要求是不同的,對于特別薄的工件如鋰離子電池極片與極耳的焊接、金箔等的包覆等對加工精度的要求非常高,我們所有的整機或零配件產品都是從瑞士總部進口而得到。9、 網紋超聲波金屬焊接通常會在焊接位表面,底座表面設計網紋,網紋設計的目地在于防止金屬件的滑動,盡可能將能量傳遞到熔接位。網紋設計一般有方形、菱形、條形網紋。黃金手飾等金屬包覆焊頭與底座根椐要求不能設計紋路,網紋的大小與深淺根據具體的焊接材料要求來確定。10、 使用壽命 每支焊頭的使用壽命關鍵決定于兩個方面:1、材料,2、工藝 材料方面:超聲波焊接要求金屬材料有柔順性好(聲波傳遞過程中機械損耗小)的特點,所以最常用的材料為鋁合金及鈦合金,但超聲波金屬焊接要求焊頭耐磨損(要求較高的硬度),使材料的選擇變得比較困難,因為硬度和韌性似乎是天生對立的,這就要求我們選擇非常高要求的材料,我們選擇的瑞士工藝制造的優質合金鋼材料能夠解決這個矛盾,使焊頭的有效壽命比其他材料提高很多。11、超聲波金屬焊接的應用舉例: 1)-鎳氫電池鎳網與鎳片互熔。 2)-鋰電池、聚合物電池銅箔與鎳片互熔,鋁箔與鋁片互熔。 3)-電線互熔,偏結成一條與多條互熔,線束焊接。 4)-電線與各種電子元件、接點、連接器互熔。 5)-各種家電用品、汽車用品的大型散熱座、熱交換鰭片、蜂巢心的互熔。 6)-電子元器件引線、繼電器、電磁開關、無熔絲開關等大電流接點,異種金屬片的互熔。 7)-冰箱、空調等用品內金屬管的封尾、切斷可水、氣密。6、超聲波金屬焊接機的一般簡單的故障檢測: 1、發熱 焊頭在工作時會有一定的發熱現象,這是由于材料本身的機械損耗及焊件發熱傳導所致。焊頭發熱是否正常判斷標準為不帶負載(即不接觸工件)時,連續發射超聲波半小時以上,溫度不能夠超過50-70℃,如發熱歷害,證明焊頭已損壞或磨損,頻率有偏差,需更換。 2.不正常音頻 當焊頭工作時出現不正常音頻時,應分析以下原因: ① 安裝螺絲是否已松動 ② 焊頭是否產生裂紋 ③ 焊頭是否和不應接觸的物件相接觸。 2、 過載報警 當發生器發出過載警報時,應按如下步驟進行檢查: ① 空載測試,如工作電流正常,則可能是焊頭接觸到不應接觸的物件或焊頭與焊座之間的參數調節出現故障。 ② 空載測試不正常時,應首先觀察焊頭是否有裂紋,安裝是否牢固,然后拆下焊頭再進行空載測試,排除是否是換能器+變幅桿出現問題,一步步進行排除。排除掉換能器+變幅桿出現故障的可能性后,將新的焊頭拆換以判斷。 ③ 有時會出現空載測試正常,而不能正常工作的情況,有可能是焊頭等聲能原件內部發生變化,導致聲能傳遞不暢,這里有一個比較簡單的判斷方法:手觸摸法。正常工作的焊頭或變幅桿表面工作時振幅是非常均勻的,手摸上去是絲絨般的順滑,當聲能傳遞不暢時,用手摸上去會有氣泡或毛刺的感覺,這時就要采用排除法去排除有問題的部件。發生器不正常時,也能產生同樣的情況,因為正常來說檢測換能器輸入波形時應為順滑的正弦波,當正弦波上有尖峰或不正常波形時也能產生這種現象,這時可以用另外備用的聲能元件替換以判別。 另外:超聲波20KHZ 機器,對人體健康無害。
其他答案1:
一般都是用鋁合金的。。。
其他答案2:
超聲波焊頭是鈦合金做的,別的不能用磨損很快
其他答案3:
啥是焊頭?探頭?
其他答案4:
兩種:一種鋁合金,比較常用,價格便宜
另一種鈦合金,價格貴,效果好
最佳回答:
我是專業制作超音波焊頭的,因你所提的問題現在在書面上百沒有太多的說明,而在設計過程中也有很多經驗在里面,所以如果你是寫論文可度以參考塑料二次加工一類的書,里面會講一些原理或計算方法,如果你是同行,可以交問個朋友,如有什么答問題一起研究.因超音波焊頭的具體設計有其專業性與其它一些原因,在網上是不可內能找到具體制 作方法的,而你提問的出力不均又是超音波焊頭設計過程的難容點,所以更不會有人把自己多年的心得經驗這樣公開.
其他答案1:
超聲波焊頭設計是超聲波焊接領域的重點和難點,要設計長壽命的焊頭,必須抄從材料,設計,加工等幾個方面同時入手。錯誤的焊頭設計會造成百焊頭開裂,噪音,發熱等各種問題,甚至熱量回傳影響換能器而導致整個焊接系統崩潰。至于你說的焊頭出力不均勻,一般度是焊頭寬度和厚度的比例不協調,或者開槽數目及其位置不理想等問因素導致,具體原因是要根據焊頭的具體形狀來判定的,原因不一而足,超聲波焊頭設計需要經驗和理論的完美結答合才可以。
其他答案2:
我專業山寨高端焊頭的,搗兩下就好,理論不懂。
其他答案3:
哥們你找到了嗎
其他答案4:
超聲波模具的原理和設計專題網站,點擊請瀏覽
超聲波模具設zhidao計是一個十分復雜的工作,需要根據模具材料,尺寸以及機器頻率,聲學原理等因素綜合考慮。你所提到的模具是因為焊接部位對然不寬但是比較長,因此模具的寬度已經超過了聲波在材料中的1/2波長,因此需要開兩根槽來保證模具出力均勻,這主要是根據聲學原理來考量。
至于超聲波模具為什么要做成上下寬度不一樣,主要是考慮增加出力,原理類似于將聲波出力放大。試專想一根水管如果進水段和出水段的直徑不一樣,那么出水的速度就會快于進水的速度,這是流量守恒決定的,同理,超聲波其實在金屬中傳播就類似于水
流在水管中流動,因此才加工成上寬下窄的形狀!
其實一個良好的模具是需要經過嚴格的fea分析(有限元),需要在有限元環境中模擬其材料最大應力和出力是否均勻等情況。
一個好的模具是焊接穩定的最重要前提,如果模具設計不好會導致一些列焊接問題,如焊接不均勻,模具發熱,噪音,屬甚至開裂等等!
其他答案1:
處于超聲波“振動”中的物體都會因“振動”而發熱。
焊頭倒不重要,重要的是“換能器”或稱“諧振子”、“諧振晶體”,這是最容易損壞的,看具體工作參數、使用條件啦。
最佳回答:
你好!
銘揚超聲波小編為您解答:超聲波焊頭有帶振幅放大的和不帶振幅放大的兩種,不帶振幅放大的焊頭基本可以空心,但帶振幅放大的超聲波焊頭空心尺寸要以焊頭頻率、波長、能量等來定
其他答案1:
基本的:諧振頻率和導納曲線,
再就是要根據產品去選擇具體的參數參數,
可Q,2 5 6 4 6 2 0 5 6 5
其他答案2:
放在超聲波機上開機試一下不就OK了,這些屬于非標的東西,最好的檢驗方法就是實際操作一下,膠件焊得OK電流也在正常值內就差不多了。
如果出現膠件損傷刮花或超聲波機電流過高等現象,那就是超聲波頭沒做好了
最佳回答:
鋰電池工作時發熱是正常情況,但如果發熱太嚴重,例如達到50度以上,就是線路有問題了,例如接觸不良等也會使接頭燒壞。
其他答案1:
質量太差了,內部短路了。














