| 產(chǎn)品規(guī)格及說明 | |
|---|---|
| 設(shè)備品牌:帝龍 | 設(shè)備型號(hào):600#/900#/1300# |
| 訂購(gòu)價(jià)格:電話/面議 | 交貨日期:3~30/工作日 |
| 加工定制:是 | 涂裝速度:5-60 |
| 是否跨境貨源:是 | 裝機(jī)容量:100(L) |
| 適用范圍:玻璃 背景墻板 平面板材 人造大理石 | |
| 產(chǎn)品標(biāo)簽:機(jī)頭淋幕機(jī),淋涂固化機(jī),uv淋涂機(jī),背景墻固化機(jī) | |
| 咨詢熱線:13715339029 | 售后服務(wù):13715339029 |
| 技術(shù)咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |
用途與特點(diǎn):
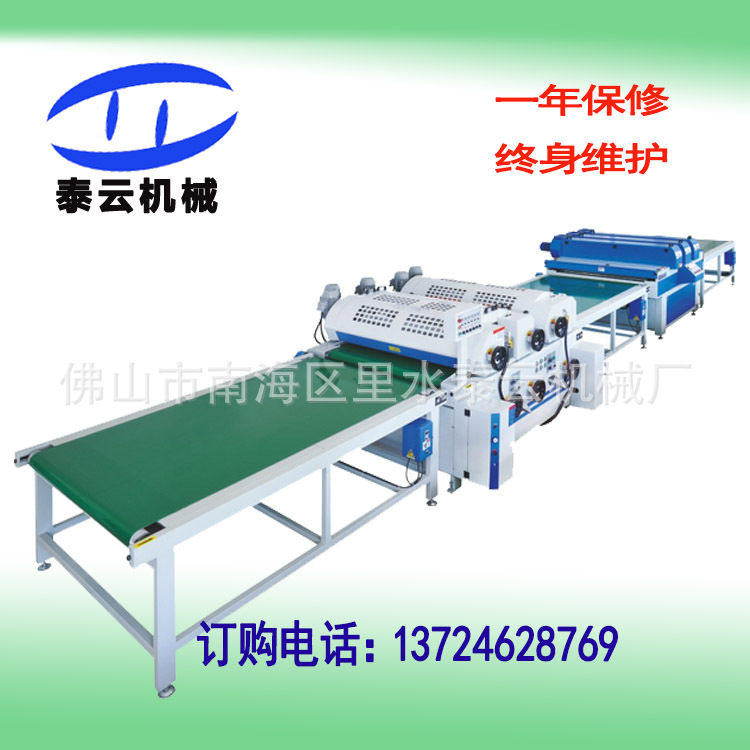
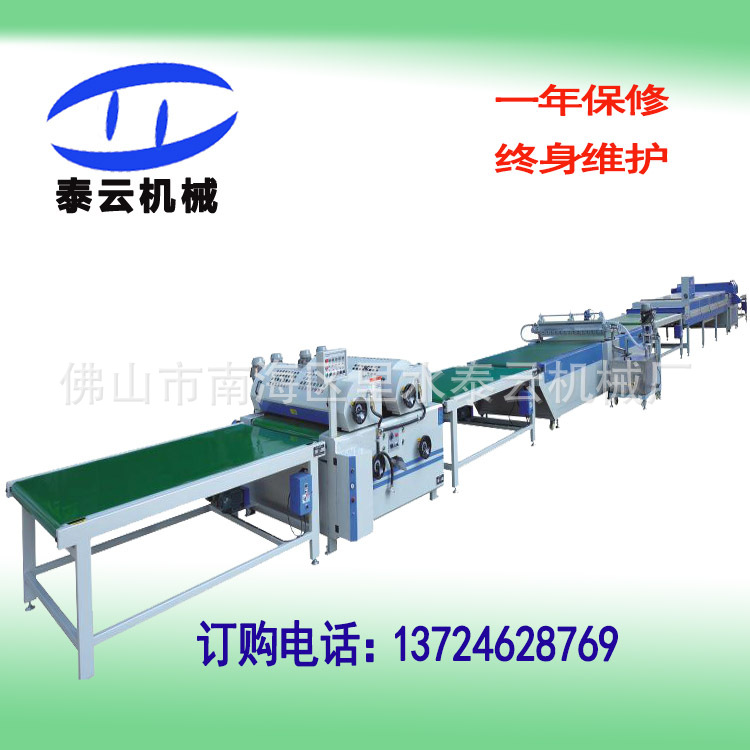
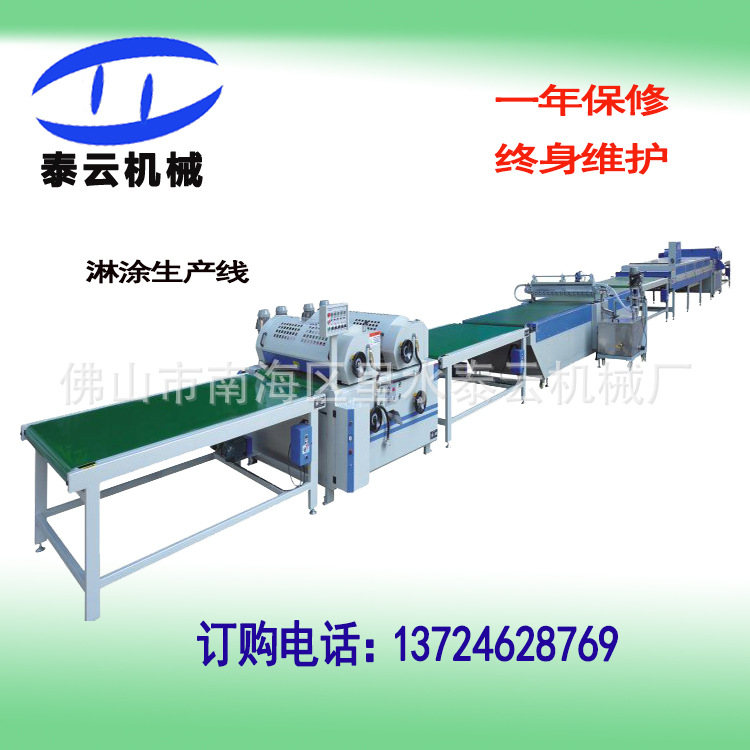
UV涂裝生產(chǎn)線——日式淋幕機(jī)
1、本機(jī)器適用于木器、塑料、金屬、玻璃、玻鎂板等各類新型材料;家具、地板、櫥柜、浴室柜、內(nèi)外墻板、裝飾板等高光鏡面涂裝。
2、漆膜最薄可調(diào)節(jié)至0.06mm.
3、淋幕頭為日式結(jié)構(gòu),合理采用精密型絲桿控制,清洗方便快捷,可整體移動(dòng)。
4、涂料供給系統(tǒng)采用特制的、具有消泡作用的消泡泵進(jìn)行供給。同時(shí)在循環(huán)系統(tǒng)中裝入了專用的消泡裝置,確保淋漆面均勻,無缺陷。
5、可淋透明、實(shí)色的各類PU、UV底漆、面漆。
|
機(jī)械 |
有效加工寬度(A) |
有效加工厚度 |
最小加工長(zhǎng)度 |
輸送速度 |
油泵功率 |
輸送功率 |
加溫功率 |
外形尺寸 |
機(jī)器重量 |
|
620 |
620mm |
2-100mm |
500mm |
5-60m/min |
2.2kw |
1.5kw×3 |
18kw |
12500×1300×1300mm |
1500kg |
|
920 |
920mm |
2-100mm |
500mm |
5-60m/min |
2.2kw |
1.5kw×3 |
18kw |
12500×1700×1300mm |
1800kg |
|
1320 |
1320mm |
2-100mm |
500mm |
5-60m/min |
2.2kw |
1.5kw×3 |
18kw |
12500×2100×1300mm |
2000kg
|
最佳回答:
原因有很多種:
1淋涂漆需要在漆槽中加溫到50度左右,不同廠家的漆,溫度也不一樣,然后循環(huán)兩小時(shí),漆幕上沒有氣泡了,再進(jìn)行淋涂施工。
2淋涂漆的消泡性能不好。
3淋涂機(jī)刀口上有污染物或者有漆固化到上面。
4淋涂機(jī)頭密封圈破損漏氣,使空氣進(jìn)入漆幕。
5淋涂機(jī)消泡泵不能正常工作。
6上油管漏氣。
濟(jì)南uv漆老王幫您解決!
最佳回答:
普通的鋼材油漆附著力不好,首先是考慮的是素材的表面清潔清理是否做到位,如果磷化之后還是出現(xiàn)附著力不好的問題,可能是底材與油漆之間的層間附著力不夠,從油漆的角度去調(diào)整的話,非常的有限,有效的解決方法是通過炅盛金屬附著力促進(jìn)劑,噴涂于底材與油漆涂層之間,增進(jìn)層間附著力,從而解決附著力差導(dǎo)致的掉漆問題。
金屬附著力促進(jìn)劑的工藝參考:
1.涂裝工藝流程 金屬五金件(PVD)鍍膜表面的清潔→噴涂金屬附著力促進(jìn)劑→風(fēng)干3-5分鐘→噴涂UV面漆→IR流平(60±10℃×4~6min)→UV固化(700±100mj/cm2)→檢驗(yàn),下一工序。
2.施工粘度:8±1秒(巖田2#杯)
3.施工氣壓:3-4Kg/cm2
4.噴涂膜厚:噴涂金屬附著力促進(jìn)劑的膜厚一般控制在5-8μm之間效果佳,UV面漆的膜厚為8-12μm。
其他答案1:
如果是塑料素材本身的原因的話,這個(gè)沒有辦法返修,如果是UV的問題的話,可以通過UV返修來處理,有效的解決方法是炅盛UV返修水,應(yīng)用于UV油不良品表面處理后,將不良品(不合格)返修成良品(合格品),提高生產(chǎn)良率,從而節(jié)約生產(chǎn)成本。
功能用途:
UV返修水應(yīng)用于塑膠、金屬、木器等UV大面積噴涂表面缺陷修復(fù)涂底水,附著力優(yōu)異。其作用并不是把原有UV漆膜除去,而是起承上啟下作用使原UV漆膜鉸鏈上再噴涂的UV,達(dá)到附著,可大大提高制程良率,達(dá)到節(jié)約成本的目的。
施工工藝:
(1) 涂裝工藝流程:(不良品→不良打磨)工件表面的清潔→噴涂UV返修水→風(fēng)干1-2分鐘→翻噴UV光油→IR流平(60±10℃×4~6min)→UV固化(700±100mj/cm2)→檢驗(yàn)。
施工粘度:8±1秒(巖田2#杯)
施工氣壓:3-4Kg/cm2
(2) 施工要求:
1.翻噴時(shí)使用相同UV面漆;
2.不良品打磨后用白電油擦拭表面,保障其夠清潔;
3.注意UV返修水的噴涂膜厚,一般用低流量,十字型噴均勻即可;
4.翻噴的UV面漆,保障光澤等外觀效果的情況下,盡可能比正常噴涂漆膜薄為佳。
最佳回答:
斷面有沒有氣泡?如果只是表面有針孔和小氣泡,那很可能體系粘度造成的。第一,反應(yīng)前的體系粘度要控制,不易過大。第二,反應(yīng)過程中,體系粘度的控制,控制體系增加粘度不易過快,這方面可以考慮通過催化劑控制。整體的也可以在體系中加入部分溶劑去解決。
其他答案1:
預(yù)聚體有沒有脫水,混合料以后攪拌反應(yīng)太快氣體無法排除。
最佳回答:
Ultraviolet Curing Paint 的英文縮寫,即紫外線光固化油漆,也稱光引發(fā)涂料,光固化涂料。是通過機(jī)器設(shè)備自動(dòng)輥涂、淋涂到家具板面上,在紫外光的照射下促使引發(fā)劑分解,產(chǎn)生自由基,引發(fā)樹酯反應(yīng),瞬間固化成膜,是當(dāng)前最環(huán)保的油漆。
UV漆優(yōu)點(diǎn):
1、活化期長(zhǎng)
2、耐黃變性優(yōu)良
3、硬度好,透明度高
4、固含量極高
5、為目前最為環(huán)保的油漆品種之一
6、效率高,涂裝成本低(正常是常規(guī)涂裝成本的一半,是常規(guī)涂裝效率的數(shù)十倍)。
UV漆缺點(diǎn):
1、要求UV涂裝生產(chǎn)線各類設(shè)備投入大。
2、要有足夠量的貨源,才能滿足其生產(chǎn)所需。連續(xù)化的生產(chǎn)才能體現(xiàn)其效率及成本的控制。
3、輥涂面漆表現(xiàn)出來的效果略差於PU面漆產(chǎn)品。
4、輥涂產(chǎn)品要求被涂件為平面。
5、客源少時(shí),機(jī)器同樣需要運(yùn)行,造成機(jī)器及原料的浪費(fèi)。
常見的UV漆工藝:
1、UV底,UV面
2、UV底,PU面(應(yīng)用最廣泛)
其他答案1:
UV漆:用紫外線固化的漆(UV本為紫外線代號(hào)),其原料一般為環(huán)養(yǎng)樹脂,其特點(diǎn)是:
1、漆膜硬度高,附著力不如PU漆,漆膜厚度可達(dá)到0.6cm(PU漆為0.4cm)。光澤度高(因分為淋漆和輥漆,可分為啞光、半啞光和亮光)。
論述二:
UV漆是有不少優(yōu)點(diǎn),成本也低,但用在帶點(diǎn)油性的竹地板上,不知漆膜牢固度如何?PU漆會(huì)不會(huì)好一點(diǎn)?
目前,在竹木地板生產(chǎn)中大多使用Uv漆或Pu漆。所謂Uv漆是指其漆面工藝采用的是光固化漆,Pu漆則采用的是聚氨脂漆。Uv漆和Pu漆之間主要的區(qū)別是其工藝處理過程的不同,有的光固化漆中也有聚氨脂漆。Uv漆所采用的光固化工藝在淋刷油漆時(shí)無污染,比Pu漆更環(huán)保,從工廠加工地板的工藝上說,對(duì)工人的健康及環(huán)境的保護(hù)有好處,從生產(chǎn)角度看,它是一種更新?lián)Q代的產(chǎn)品。然而,對(duì)于買家來說,地板的成品已在加工過程中,使其漆面中的溶劑揮發(fā)掉了,無論是采用光固化工藝生產(chǎn)的Uv漆地板,還是用傳統(tǒng)工藝生產(chǎn)的Pu漆地板,都不會(huì)對(duì)使用者構(gòu)成污染危害。
論述三:
UV漆和PU漆的區(qū)別,兩種油漆都是市面上常用的油漆。
UV漆采用紫外線干燥,適用于含油脂較低的地板。UV漆它光度強(qiáng)、表面平滑、硬度高、無特殊氣味,加工速度快。但UV漆是用紫外線照射瞬間干燥,無法滲透到木材里面,容易脫落,特別是在木材自然膨脹、收縮略大時(shí)會(huì)產(chǎn)生表面油漆開裂。
PU漆采用滲透自然干燥,一般一遍油需要12小時(shí)方能滲透完畢,加工速度較慢,PU漆有很強(qiáng)的滲透性和柔韌性,能滲透到木材的表層里面,給地板的漲縮起到了控制作用,使其不易開裂和漆面脫落。PU面漆的抗重?fù)裟芰湍湍バ远急萓V漆強(qiáng)。適用于含油脂較高的地板如柚木(此類木材不能使用UV漆)。
其他答案2:
UV漆即紫外線光固化油漆,也稱光引發(fā)涂料、光固化涂料;是通過機(jī)器設(shè)備自動(dòng)輥涂、淋涂到家具板面上,在紫外光的照射下促使引發(fā)劑分解,產(chǎn)生自由基,引發(fā)樹酯反應(yīng),瞬間固化成膜,是最環(huán)保的油漆。UV漆是應(yīng)用比較廣泛的家具漆,其耐黃變性優(yōu)良。底漆,是指直接涂到物體表面作為面漆堅(jiān)實(shí)基礎(chǔ)的涂料。用于提高面漆的附著力、增加面漆的豐滿度、提供抗堿性、提供防腐功能等,同時(shí)可以保證面漆的均勻吸收,使油漆系統(tǒng)發(fā)揮最佳效果。用UV漆作為底漆還是不錯(cuò)的,工藝也有這些:1、輥涂UV底,噴PU面(實(shí)色、透明漆皆可);2、輥涂UV底,輥涂UV面(實(shí)色、透明漆皆可);3、輥涂UV底,淋涂UV面(實(shí)色、透明漆皆可);4、噴涂UV底,噴涂UV面(實(shí)色、透明漆皆可)。UV漆優(yōu)點(diǎn)還不少,它活化期長(zhǎng),固含量高,耐黃變,涂裝成本低,效率高,還是最環(huán)保的油漆之一。越來越多的涂料廠家重視UV底漆的研發(fā)生產(chǎn),如百川,研發(fā)的UV輥涂白底漆,還是可以的,又有施工支持和售后保障,服務(wù)好,質(zhì)量還是可以的,效果很好呢。
最佳回答:
UV漆是Ultraviolet Curing Paint 的英文縮寫,即紫外線光固化油漆,也稱光引發(fā)涂料,光固化涂料。與PU、PE、NC等油漆以成膜物質(zhì)命名方式不同,UV漆是以油漆的固化方式命名的。它是通過機(jī)器設(shè)備自動(dòng)輥涂、淋涂到家具板面上,在紫外線光(波長(zhǎng)為320-390nm)的炤射下促使引發(fā)劑分解,產(chǎn)生自由基,引發(fā)樹酯反應(yīng),瞬間固化成膜。
UV漆另一解釋紫外線光固化涂料(ultraviolet curing coating)簡(jiǎn)稱UV漆,與PU、PE、NC漆以成膜物質(zhì)命名方式不同,UV漆是以油漆的固化方式命名的,它是一種在紫外線(ultraviolet,簡(jiǎn)稱UV)的照射下能夠在幾秒鐘內(nèi)迅速固化成膜的涂料。
UV油漆有別于普通家具企業(yè)常用的PU漆、PE漆及NC漆,是真正綠色環(huán)保的油漆,不含任何揮發(fā)物質(zhì),使用UV油漆生產(chǎn)的產(chǎn)品綠色、健康、環(huán)保。
1 制作過程中,將板材中的有害物質(zhì)分解,并通過紫外線光固化機(jī)烘乾處理,產(chǎn)品更健康環(huán)保。
2 UV漆膜是立體狀結(jié)搆,硬度大,耐磨性好,透明度好,產(chǎn)品耐刮碰、耐摩擦,經(jīng)得起時(shí)間的考驗(yàn)。
3 機(jī)械化設(shè)備克服了人工操作中的人為因素,使產(chǎn)品色差較小,質(zhì)量穩(wěn)定。
其他答案1:
這項(xiàng)發(fā)明技術(shù)是采用汽車烤漆的技術(shù)與UV光油技術(shù)相結(jié)合的處理方法,使新型烤漆門板表面光亮,鏡面效果好,硬度達(dá)到3H(一般…綠色環(huán)保:選用德國(guó)巴斯夫汽車烤漆及優(yōu)質(zhì)UV漆.
最佳回答:
相信那不是針孔,應(yīng)叫水泡,隨著時(shí)間越久,起得越多,越大.成因有以下幾點(diǎn),互相參考:
1 針孔是一過UV燈,馬上就有,開始有多少,有多大,以后不會(huì)變化;
2 水泡是開始沒有,時(shí)間越長(zhǎng),越大,越多;
3 將成品水煮,會(huì)很快出現(xiàn);
所以是UV層下的水冒上來,形成的水泡
4 噴底漆,一定得薄,不讓底漆吸多水;
5 底漆干透后,如有一段時(shí)間后才噴UV,要將底漆再烤一烤,去除吸水;
6 UV機(jī)盡量有加溫流平段,去除噴涂時(shí)產(chǎn)生的水,避免被UV包裹;
7 UV固化后,盡快包裝;
出現(xiàn)水泡,一般都是天氣比較潮濕時(shí)出現(xiàn).底漆吸了水,噴涂UV時(shí)含了水.水在UV下面,溫度一高,水出不來,把UV頂起來了,再好的UV也頂不主水壓,最嚴(yán)重的情況是,發(fā)貨后開裂.所以除濕是關(guān)鍵. 廣州南建
其他答案1:
表面噴涂不良
其他答案2:
請(qǐng)問你是用哪家油漆的
最佳回答:
表面(UV)處理檢查方法:
塑料表面處理后必須進(jìn)行其清潔度的檢查,以保證隨后的涂裝質(zhì)量。
(1)觀察接觸角 在處理后的塑料表面滴上液滴,完全鋪展說明處理效果好,接觸角小。
(2)水浸潤(rùn)法 將處理后的塑料制品浸入水中,取出后觀察水膜的完整性。
(3)測(cè)定涂層附著力 采用《GB9286-88色漆和清漆漆膜的劃格試驗(yàn)法》,如果附著力差,排除了涂料、環(huán)境、人為操作等其他問題,就可能是塑料表面未清洗干凈。
塑膠制品一般是先是注塑加工,然后需要噴涂的進(jìn)行噴涂工藝,不過噴涂過程中,如果操作不當(dāng),易會(huì)出現(xiàn)很多問題,常見的問題有:
1、剝落問題預(yù)防方法:
(1)需噴涂表面應(yīng)徹底清潔干凈
(2)使用與底材配套的底漆
(3)應(yīng)遵照油漆供應(yīng)商提供的油漆黏度及厚度要求
(4)避免噴涂時(shí)使用干噴法
(5)需要厚涂層噴涂時(shí),要有充分的揮發(fā)時(shí)間
2、斑點(diǎn)顆粒問題預(yù)防方法:
(1)確保油漆使用時(shí)未超過使用期
(2)油漆調(diào)配好后要在規(guī)定活化時(shí)間內(nèi)用完,對(duì)超過活化時(shí)間的油漆不能繼續(xù)使用
(3)經(jīng)調(diào)配好的油漆要充分?jǐn)嚢韬笤龠M(jìn)行噴涂
(4)使用配套的固化劑和稀釋劑
3、塵埃顆粒問題預(yù)防方法:
(1)調(diào)整噴漆間壓力,使之平衡
(2)噴涂環(huán)境,噴涂設(shè)備及噴涂服裝應(yīng)保持清潔
(3)確保壓縮空氣質(zhì)量
(4)選用專用無紡清潔布進(jìn)行清潔
4、沸點(diǎn)問題預(yù)防方法:
(1)涂層厚度不能太厚,尤其在高溫天氣
(2)油漆的粘度應(yīng)根據(jù)溫度的變化適當(dāng)調(diào)整
(3)掌握好噴涂的流平時(shí)間
還有幾種常見的問題,橘紋、裂紋、流掛、起泡、起皺、色浮、砂紙痕跡、滲色、失光、咬底、魚眼、云斑、遮蓋力差等等。噴涂加工要是出現(xiàn)問題,要返工重新做的,所以在噴涂之前要做好準(zhǔn)備工作。
其他答案1:
外觀,無需我累述。
主要是結(jié)合力和膜的硬度。
結(jié)合力:劃井字方格,在用膠紙貼住水平拉扯
硬度:使用前筆(如HB/1H/2H等),觀察劃痕。
你補(bǔ)充的6-10項(xiàng),都是檢測(cè)膜層耐磨性的,以摩擦次數(shù)或振動(dòng)次數(shù)為參考依據(jù),泛白/失光作為終點(diǎn)標(biāo)準(zhǔn)。是否需要全部檢測(cè),要跟客戶溝通。
3、5項(xiàng)可以說都是化學(xué)品,前者是溶劑,后者是混合物。以接觸時(shí)間長(zhǎng)短判別,失光/泛白為終點(diǎn)。
更詳細(xì)的,還是客戶說了算。
其他答案2:
找供應(yīng)商要他們的測(cè)試流程,你就明白了.判定標(biāo)準(zhǔn)自己定義好了.
其他答案3:
確認(rèn)方法:
1。外觀檢驗(yàn)–客戶有標(biāo)準(zhǔn): 顏色Lab讀數(shù),光澤度,厚度。
2。百格測(cè)試–附著力
3。耐酒精測(cè)試
4。鉛筆硬度測(cè)試
5。耐化學(xué)品測(cè)試–護(hù)手霜/唇膏/可樂/橄欖油等等 客戶會(huì)指定測(cè)試試劑的詳細(xì)要求。
6。RCA–紙帶耐磨測(cè)試
7。橡皮摩擦測(cè)試
8。鋼絲球摩擦測(cè)試
9。牛仔布摩擦測(cè)試
10。震動(dòng)研磨測(cè)試
最佳回答:
首先,你說的氣泡是在UV干燥之前,還是在干燥之后?
如果是之前,那就是油漆有問題
如果是之后,有可能是木板潮濕,UV干燥機(jī)太熱,導(dǎo)致木板里面的氣泡脹出來
把干燥機(jī)的溫度降下來看看